Tổng Quan Kỹ Thuật Khuôn Ép Nhựa Từ Thiết Kế Đến Vận Hành Công Nghiệp
Trong ngành chế tạo máy và sản xuất nhựa, khuôn ép nhựa được coi là một hệ thống cơ khí chính xác đòi hỏi sự đồng bộ khắt khe giữa vật liệu, công nghệ gia công và tiêu chuẩn lắp ráp. Để một bộ khuôn vận hành ổn định với chu kỳ (Cycle time) tối ưu, kỹ sư cần kiểm soát tuyệt đối các biến số kỹ thuật ngay từ giai đoạn CAD.
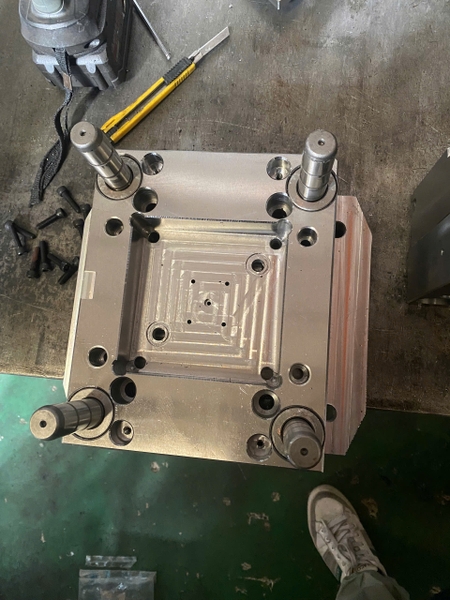
1. Cấu trúc phân tầng và hệ thống chức năng của khuôn
Một bộ khuôn phun nhựa tiêu chuẩn (Standard Injection Mold) không chỉ là hai tấm thép ghép lại, mà là sự hợp nhất của 5 hệ thống cốt lõi:
-
Hệ thống tạo hình (Cavity & Core): Điểm tiếp xúc trực tiếp với polymer nóng chảy ở áp suất cao.
-
Hệ thống dẫn hướng (Guide System): Trục dẫn và bạc dẫn hướng đảm bảo sự đồng tâm tuyệt đối giữa hai nửa khuôn.
-
Hệ thống kênh dẫn (Runner System): Điều phối dòng nhựa điền đầy lòng khuôn.
-
Hệ thống giải nhiệt (Cooling System): Kiểm soát pha đông đặc của nhựa, quyết định độ biến dạng (Warpage) của sản phẩm.
-
Hệ thống đẩy (Ejection System): Giải phóng sản phẩm ra khỏi lõi khuôn thông qua ty đẩy và các cơ cấu cam trượt.
2. Tiêu chuẩn dung sai lắp ghép hệ thống dẫn hướng theo ISO 286
Độ chính xác của sản phẩm nhựa phụ thuộc vào độ kín khít của bề mặt phân khuôn (Parting Line). Điều này chỉ đạt được khi hệ thống dẫn hướng (Trục - Bạc) tuân thủ chế độ lắp ghép chuẩn ISO.
Trong chế tạo khuôn mẫu, kỹ sư ưu tiên sử dụng Hệ thống lắp theo lỗ (Hole-basis system) với lỗ bạc dẫn hướng đạt cấp chính xác H7.
Bảng tra cứu dung sai lắp ghép Trục - Bạc tiêu chuẩn (Đơn vị: $\mu m$)
| Kích thước danh nghĩa (mm) | Dung sai Lỗ bạc H7 | Trục g6 (Lắp hở tiêu chuẩn) | Trục h6 (Lắp khít chính xác) | Trục m6 (Lắp chặt định vị) |
| Từ 10 - 18 | $+18 / 0$ | $-6 / -17$ | $0 / -11$ | $+18 / +7$ |
| Từ 18 - 30 | $+21 / 0$ | $-7 / -20$ | $0 / -13$ | $+21 / +8$ |
| Từ 30 - 50 | $+25 / 0$ | $-9 / -25$ | $0 / -16$ | $+25 / +9$ |
| Từ 50 - 80 | $+30 / 0$ | $-10 / -29$ | $0 / -19$ | $+30 / +11$ |
3. Phân tích ứng dụng các kiểu lắp ghép thực tế
-
Kiểu lắp H7/g6: Là lựa chọn phổ biến nhất cho trục dẫn hướng chính. Khoảng hở này cho phép màng dầu bôi trơn tồn tại và bù trừ độ giãn nở nhiệt của thép khi khuôn làm việc liên tục ở nhiệt độ cao.
-
Kiểu lắp H7/h6: Thường dùng cho các chốt định vị yêu cầu độ đồng tâm cực cao, ngăn ngừa hiện tượng ba-via trên các sản phẩm nhựa kỹ thuật thành mỏng.
-
Kiểu lắp H7/m6: Ứng dụng để ép bạc dẫn hướng vào tấm khuôn (Mold base), đảm bảo bạc không bị dịch chuyển dọc trục dưới áp lực phun.
4. Những lưu ý trọng tâm khi thiết kế và gia công
Để tối ưu hóa hiệu suất vận hành, kỹ sư cần lưu ý 3 yếu tố sau:
Lựa chọn vật liệu thép:
-
Sử dụng thép P20 hoặc S50C cho vỏ khuôn để đảm bảo tính ổn định cấu trúc.
-
Sử dụng thép SKD61 hoặc S136 (đã nhiệt luyện đạt 48-52 HRC) cho lòng khuôn và ty đẩy để kháng mài mòn hóa học và cơ học.
Thiết kế góc thoát khuôn (Draft Angle):
Cần tính toán dựa trên độ nhám bề mặt (Texture). Thông thường góc thoát dao động từ $0.5^\circ - 1.5^\circ$. Với các bề mặt bắn cát hoặc EDM nhám, góc thoát cần tối thiểu $3^\circ$ để tránh hiện tượng trầy xước bề mặt sản phẩm.
Hệ thống thoát khí (Venting):
Khoảng 80% lỗi cháy bề mặt sản phẩm nhựa (Burn marks) đến từ việc thiếu hệ thống thoát khí. Các rãnh thoát khí nên có độ sâu từ $0.015mm - 0.03mm$ để khí thoát ra mà nhựa không tràn qua được.
5. Kết luận
Sự thành công của một dự án khuôn mẫu không chỉ nằm ở khâu gia công mà bắt đầu từ việc lựa chọn linh kiện tiêu chuẩn và tính toán dung sai lắp ghép chính xác. Việc áp dụng tiêu chuẩn ISO 286 vào quy trình sản xuất giúp doanh nghiệp đảm bảo chất lượng quốc tế và dễ dàng bảo trì hệ thống.
Tại Aisun.vn, chúng tôi cung cấp hệ sinh thái linh kiện khuôn mẫu (Trục dẫn, Bạc dẫn, Ty đẩy...) được kiểm soát dung sai nghiêm ngặt, sẵn sàng đồng hành cùng các đơn vị chế tạo khuôn mẫu chuyên nghiệp.
GIẢI PHÁP LINH KIỆN KHUÔN MẪU TIÊU CHUẨN KỸ THUẬT CAO
Aisun là đơn vị dẫn đầu trong việc cung ứng hệ thống linh kiện cơ khí chính xác, phục vụ chuyên sâu cho ngành chế tạo khuôn ép nhựa và khuôn dập. Chúng tôi tập trung vào việc chuẩn hóa quy cách theo các hệ thống tiêu chuẩn quốc tế như JIS, DIN, và ISO, giúp các kỹ sư tối ưu hóa quá trình thiết kế và lắp ráp.
Mỗi sản phẩm tại Aisun, từ Trục dẫn hướng (Guide Pin), Bạc vai (Flanged Bushing) đến Ty đẩy (Ejector Pin), đều được kiểm soát nghiêm ngặt về dung sai lắp ghép (phối hợp hệ lỗ H7) và độ cứng vật liệu (SUJ2, SKD61). Chúng tôi hiểu rằng, sự ổn định của hệ thống dẫn hướng chính là chìa khóa để triệt tiêu lỗi ba-via, kiểm soát độ co ngót và kéo dài chu kỳ vận hành của bộ khuôn. Với kho hàng đa dạng quy cách và đội ngũ tư vấn kỹ thuật am hiểu sâu về dung sai ISO 286, Aisun cam kết mang lại giải pháp linh kiện tối ưu về chi phí và hiệu suất cho mọi nhà máy sản xuất.
GIẢI ĐÁP THẮC MẮC KỸ THUẬT VỀ LINH KIỆN KHUÔN MẪU (FAQ)
| Câu hỏi thường gặp | Giải đáp chuyên môn từ Aisun |
| Dung sai lắp ghép tiêu chuẩn cho trục và bạc dẫn hướng là bao nhiêu? | Thông thường, hệ thống dẫn hướng sử dụng hệ lỗ tiêu chuẩn H7 cho bạc và g6 cho trục. Sự phối hợp này tạo ra độ hở từ 6μm - 25μm (tùy đường kính), đảm bảo khuôn vận hành mượt mà khi nhiệt độ tăng. |
| Tại sao nên sử dụng bạc tự bôi trơn (Graphite) thay cho bạc thép thông thường? | Bạc tự bôi trơn phù hợp cho các vị trí khó tra dầu hoặc khuôn yêu cầu độ sạch cao (y tế, thực phẩm). Các hạt Graphite giúp giảm ma sát khô, ngăn ngừa hiện tượng cháy bề mặt (Galling) khi thiếu mỡ bôi trơn. |
| Thép SKD61 và SUJ2 có gì khác biệt trong chế tạo linh kiện? | SUJ2 có độ cứng cao, chống mài mòn tốt, thường dùng cho trục/bạc dẫn hướng. SKD61 là thép làm khuôn nóng, chịu nhiệt tốt và độ dẻo dai cao, chuyên dùng cho ty đẩy (Ejector Pin) để tránh gãy mỏi do va đập. |
| Góc thoát khuôn (Draft Angle) bao nhiêu là đủ để sản phẩm không bị trầy? | Với bề mặt bóng, góc thoát tối thiểu là 0.5° - 1°. Tuy nhiên, nếu lòng khuôn có kết cấu nhám (Texture), góc thoát cần tăng lên từ 3° - 5° tùy theo độ sâu của vân nhám VDI. |
| Linh kiện tại Aisun có tương thích với các bộ Mold Base tiêu chuẩn quốc tế không? | Có. Toàn bộ linh kiện của Aisun được sản xuất theo quy cách tiêu chuẩn JIS (Nhật), DIN (Đức), HASCO và MISUMI, cho phép lắp lẫn và thay thế dễ dàng trên toàn cầu. |
Tags: #KỹThuậtKhuônMẫu #DungSaiISO286 #ThiếtKếKhuônÉpNhựa #LinhKiệnKhuônAisun #CơKhíChínhXác
https://www.youtube.com/shorts/S29mI_wtrX4

















